
Strong Base Anion
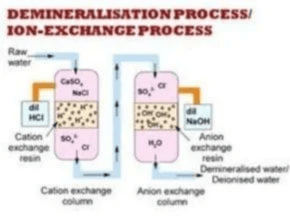
Anion Removal is a strong base anion resin removes the anions associated with the weak acids in the effluent from a strong acid cation unit. Specifically, strong base anions remove silica (from H2SiO3) and carbon dioxide from H2CO3 (carbonic acid). In addition, the strong base anion resin removes anions associated with the strong acids in the strong acid cation effluent. Sulfate (from H2SO4), chloride (from HCI), and other anions are removed.
The exchangeable anion is OH-, which is picked up by the strong base anion resin during regeneration with caustic (NaOH). The cation in the water passing through unmodified (hydrogen ion is the cation) combines with the OH- liberated during the exchange and leaves the anion unit as molecules of water (H20).
Since pure water is nonconductive, the conductivity of the effluent from a strong base anion unit is very low, about 1.9 micromhos. Sodium slippage through the strong acid cation unit combines with the liberated OH- in the anion effluent as NaOH. Because NaOH is more conductive than H20, the sodium slippage through the cation increases as does the conductivity of the anion effluent.
One helpful tip to remember is that if strong acid cation resin ever gets into the anion unit (due to a bad strainer in the cation vessel bottom), it will wind up on the bottom of the anion unit because of its higher density, and will pick up sodium during the anion regeneration cycle. When the anion is put back in the service cycle, sodium will leak from the cation resin into the anion effluent and give a higher than normal anion effluent conductivity.
This problem can be verified by having samples of cation effluent and anion effluent analyzed for sodium by atomic absorption. Any significant difference between the sodium levels in and out of the cation resin means that sodium has migrated into the anion vessel. This situation can be very troublesome because most high-pressure boiler water treatment programs are adversely affected by sodium intrusion.
Strong base anion resins are quoted as having two capacities: salt-splitting capacity and total capacity. The so-called salt-splitting capacity of a strong base anion resin is a measure of its ability to remove silica and carbon dioxide. The total capacity is a combination of the salt-splitting capacity and the resin’s capacity to remove SO4-, Cl-, NO3- etc.
Strong base anion resins also absorb organics from the water going through them. Most source waters contain some organic compounds. Surface waters are notorious for their propensity to carry a combination of iron and organic compounds. These compounds pass through the cation unit because the iron is not in the form of free ions.
When it reaches the anion, on the other hand, the anion resin absorbs the compound and, by analysis, appears to be fouled with iron. What is really there is the iron/organic complex. This material is not removed during regeneration it occupies exchange sites normally reserved for other anions. The final result is a reduction in the capacity of the anion train.
Anion resins also remove other forms of organics during regeneration. The organics that are removed not only occupy valuable exchange sites but also react with the resin to alter its character. This alteration manifests itself in the transformation of the salt-splitting capacity of the resin to strong acid capacity. As such, the anion resin begins to lose its ability to remove silica and carbon dioxide but shows an increase in its capacity to remove the strong acid anions.
The total capacity of the resin does not decrease, but its salt-splitting capacity does. The end results is a system providing water for a high-pressure boiler will be shorter and shorter run lengths, because the silica level in the effluent of the anion unit is the main control parameter.
Microbiological fouling can also occur in the anion unit. Fungi grow nicely in an anion unit. Treatment with a solution of formaldehyde is one method of sterilizing an anion train.
Weak Base Anion
A weak base anion resin does not have the ability to remove weak acid anions (silica and carbon dioxide). It does, however, have a high capacity (kg/ft3) for the anions associated with the strong acids (SO4-, Cl-, NO3-, etc.). The weak base anion resin would be the resin of choice where a decarbonate was in place at the cation effluent and where silica levels in the treated water were not a major consideration.
A demineralized train that does not incorporate a decarbonator after the cation unit would be a good candidate for an anion bed consisting of a combination of weak and strong base resins. The weak base resin would be loaded on top of the strong base resin during the initial resin installation. During normal operation, the resin bed would be regenerated prior to backwashing.
This is necessary to prevent the mixing of the two resins during backwash. In their exhausted state, the density of the resins is very nearly the same. In the regenerated state, their densities are different enough for the resins to separate during backwashing. Consequently, the weak base resin is always on top.
This is the preferred position because it insures that the resin with the greatest capacity for the strong acid anions receives the effluent from the strong acid cation first. Another advantage of this arrangement is that, like the strong base anion resins, the weak base resins also absorb organics; however, the organics absorbed by a weak base resin are removed during standard regeneration. This helps protect the strong base resin from irreversible organic fouling.
Mixed-Bed Polisher
In very high-pressure boiler operations, even trace contaminants are extremely detrimental. Demineralized water requirements are more stringent than can be produced by the two-bed unit. To cope with these specifications, many operations follow the two-bed demineralized with a mixed-bed polisher.
The mixed bed polisher consists of a special vessel into which are loaded both strong base anion and strong acid cation resins. The cation resin anion, being denser, is always on the bottom of the vessel after backwashing. The regenerant piping is designed so that caustic enters the top of the vessel, flows down through and regenerates the strong base anion resin, and exits the side of the vessel near the interface between the anion and cation resins.
Similarly, the sulfuric acid enters the side of the vessel near the resin interface and flows downward through the strong acid cation resin, regenerates it, and flows out of the bottom of the vessel to the sewer. Prior to the addition of the caustic, the vessel is filled with water and kept under pressure (blocking flow) to insure that no caustic channels down to the cation resin before it leaves the waste line at the resin interface.
After regeneration, the air is admitted to the bottom of the vessel by opening the vent. This is called the air mix and serves to commingle the resins in a random fashion. As the anion and cation resins mix, the result is a vessel filled with small two-bed demineralizes.
Each cation resin bead and its companion anion resin bead function as a two-bed unit. The combinations on the top that receive the water first are successful in removing a great percentage of the contaminants entering the unit.
Each pair below remove, in succession, a high percentage of the contaminants in the water passing the adjacent pair of resin beads. Extremely high-quality effluent water is possible with this arrangement. The water generally contains silica and sodium in the parts per billion range.
Condensate Polishers
Another variation of the standard demineralized system is the condensate polisher. Many high-pressure boiler systems incorporate a vessel loaded with strong acid cation resin or a combination of cation and anion resin to polish the steam condensate coming from turbogenerator surface condensers. Because many of these systems return a high percentage of their steam condensate as boiler feedwater makeup, the polishers serve to insure that any contaminants that might enter the condensate (as from the condenser leaks) are removed prior to reuse.
In the past, condensate polishers loaded only with strong acid cation resin were regenerated with salt. Because the sodium emanating from these units during the exchange process is detrimental to the control of high-pressure boiler water treatment programs, morpholine or ammonia has been substituted in many cases.
Before either of these amines are used for regeneration, the polisher resin must first be put in the hydrogen form by regeneration with sulfuric acid. Next, the polisher is regenerated with the amine, which readily exchanges for the hydrogen. During normal operation, the morpholine or ammonia exchanges for the more objectionable cations (Ca++, Mg++, etc.). Regeneration and operation of a mixed-bed polisher is identical to that of a standard demineralized polisher. The only drawback to the operation of a mixed-bed polisher is that it removes any neutralizing amine fed to the boiler system and therefore loses considerable capacity even though no other contaminant exists.
Read More
- Siemens Flow Measurement
- Pulsar Ultra 4 Ultrasonic Level Control and Flow Measurement
- MaxxFlow HTC Electromagnetic Flow Measurement
- Ege Elektronik Flow Sensor and flow measurement
- Krohne Flow Measurement